Измерение уровня жидкого металла в кристаллизаторе МНЛЗ
Кратко рассмотрим особенности применяемых стопорных пар промежуточных ковшей. Как правило, стаканы имеют комбинированные внутренние стенки. Верхняя часть стакана выполняется по форме коноидальной насадки, которая позволяет избежать образования внутреннего сжатия струи, значительно уменьшает сопротивление стакана, а также увеличивает расход.
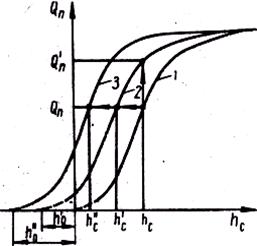
Рис. 2. Характеристика стопорной пары:
Qn , hС , h'c , h"c— координаты рабочей точки; Qn — значение расхода при разливе стопорной пары и фиксированном положении стопора;
h 0, hQ — смещение координаты положения стопора при его закрытии.
Форма стопора в большинстве случаев определяется требованиями высокой стойкости при дросселировании металла через стопорную пару.
Результирующая расходная характеристика является сложной кривой. На ней можно выделить три основных участка (рис. 2).
Первый (нижний) характерен для случая сравнительно высокого сопротивления стопорной пары. Струя жидкого металла неплотная, имеет малую кинетическую энергию и тенденцию к периодическим движениям по стенкам стакана.
Второй (средний) характеризует резкое увеличение расхода через стопорную пару вследствие эффекта подсасывания стакана. Сопротивление стопорной пары остается сравнительно высоким, кинетическая энергия струи возрастает. Поэтому стопорная пара достаточно сильно подвержена разрушающему действию жидкого металла.
Третий (верхний) характеризует выход стопора из зоны интенсивного дросселирования. Сопротивление жидкому металлу уменьшается. Струя почти полностью заполняет стакан, стопор не оказывает никакого сопротивления потоку металла, и расход определяется только сечением стакана и гидростатическим напором (кривая переходит в прямую линию).
Для определения расхода при полностью открытом стопоре можно воспользоваться известной из гидравлики формулой
Qm =μSc![]() 2gHT, (2)
2gHT, (2)
Где Sc — сечение стакана;
g — ускорение свободного падения.
Величина уровня металла в промежуточном ковше HПК должна отсчитываться от центра тяжести столба металла в стакане.
Как показывает опытная проверка, для спокойных марок стали в нормальных условиях разливки μ=0,9![]()
Общая протяженность расходной характеристики для стопорной пары при наибольшей устойчивости размыву небольшая, около 15 мм. Из них на наиболее крутую и линейную часть приходится а -7 мм. Изменяя геометрию и форму стопорной пары, можно расширить линейную часть, однако в процессе разливки при недостаточной стойкости огнеупоров могут произойти необратимые изменения конфигурации стопора и стакана и соответственно существенные искажения всей формы расходной характеристики.
Поэтому часто оказывается целесообразным выбрать такую форму дросселирующей пары, при которой ее геометрические размеры в процессе разливки не изменяются. В этом случае вид кривой расходной характеристики также не изменяется, она только перемещается параллельно самой себе влево вдоль оси hC (кривые 1, 2, 3).
Все сказанное относится прежде всего к стопору, поскольку в основном он подвержен размыву струей металла. Положение усложняется, когда значительно размывается стакан.
Одним из важных моментов перехода к стационарному режиму разливки является правильный выбор положения рабочей точки на расходной характеристике. Кроме того, для обеспечения нормального режима дросселирования необходимо, чтобы это положение сохранялось фиксированным от разливки « разливке.